Moldes de Injeção
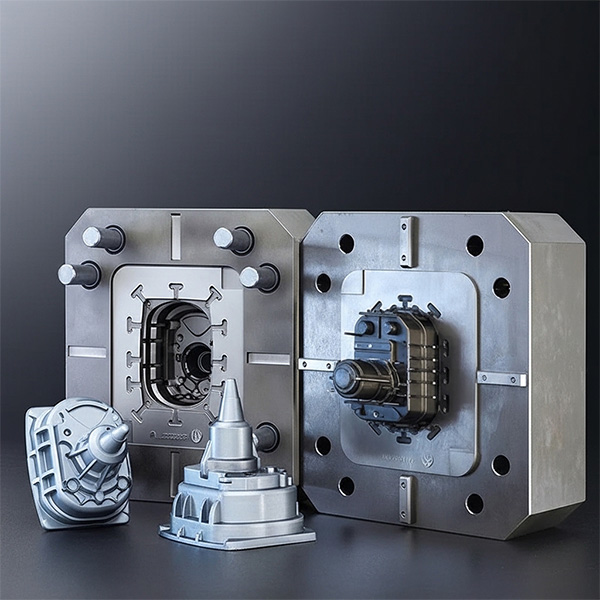
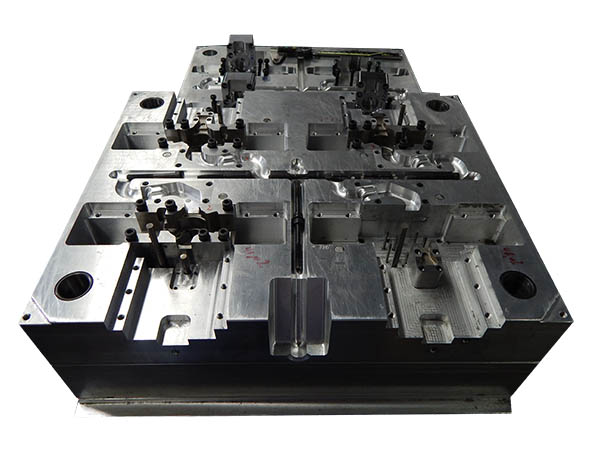
Os moldes de injeção são produzidos através de processos de usinagem de alta precisão (via CAM – Computer-Aided Manufacturing). Seu composto é perfeitamente moldado e desenhado de acordo com o projeto de engenharia da peça.

Os moldes de injeção são produzidos através de processos de usinagem de alta precisão (via CAM – Computer-Aided Manufacturing). Seu composto é perfeitamente moldado e desenhado de acordo com o projeto de engenharia da peça.

Cada uma das peças em cera rígida agora são acopladas e fundidas em um suporte de cera, formando então, uma árvore com várias unidades acopladas. Este será o suporte para receber os banhos das próximas etapas.

Nesta etapa a árvore de cera com o revestimento cerâmico será colocada em autoclave onde ocorrerá a retirada da cera através do aquecimento com vapor, originando assim o molde cerâmico. A cera eliminada será direcionada para um sistema de reaproveitamento, onde será devidamente recuperada e posteriormente reutilizada.

A elaboração da liga metálica segue rigorosamente a especificação determinada pelo cliente, cuja composição química é verificada e garantida durante o processo de fundição (verificação através de espectrômetro).

O primeiro processo na fabricação das peças microfundidas é a injeção de cera líquida em alta temperatura nas matrizes resfriadas. Tudo é isto realizado em equipamentos de precisão de injeção e com os devidos controles de pressão e temperatura.

Cada árvore de cera receberá diversos banhos de suspensão de sólidos, devidamente desenvolvida, que irão formar um revestimento cerâmico com a estrutura e resistência necessárias.
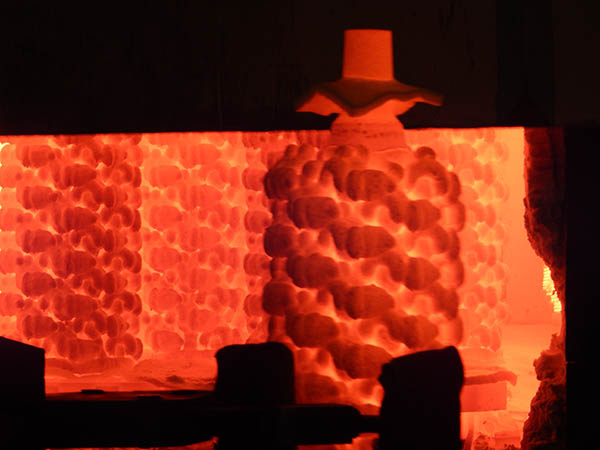
Os moldes cerâmicos são levados ao forno de calcinação a uma temperatura de aproximadamente 1.000 ºC. Isto eliminará qualquer resíduo de cera e proverá a resistência e rigidez necessárias para os moldes.

É nesta etapa que o principal diferencial da Fupresa é aplicado. O molde cerâmico devidamente calcinado é introduzido na câmara metálica, que colocará o molde em contato com o metal líquido. Este será aspirado por vácuo [CGP (vazamento por contra gravidade)], preenchendo as cavidades do molde e assim formando as peças finais.

Após resfriados totalmente, os moldes preenchidos são submetidos à impactos controlados, que são responsáveis por quebrar a cerâmica liberando as peças metálicas. Para a remoção completa da cerâmica, as peças são submetidas a uma câmara de jateamento de granalha de aço.

O acabamento fino é realizado peça por peça, hora por máquinas automatizadas de usinagem (CNC), hora realizados por equipamentos/processos específicos.

Após finalização dos processos as peças são submetidas à dispositivos “poka-yoke”, uma a uma. Profissionais inspecionam 100% do produto final, que posteriormente será embalado conforme especificação do cliente.